2011 was a good year in many ways for Functional Safety and Cyber Security. Several instrumentation products achieved IEC 61508 certification. exida Certification alone issued 64 product certifications (http://www.sael-onine.com). With most certification projects, improvements to the design and quality are made. Some manufacturers…
exida explains Blog
- by Iwan van Beurden, CFSE
- Tuesday, December 13, 2011
- Certification
Make a list…and be sure to check it twice
Let me start by wishing everybody a Happy Holidays and Love, Health, Peace, and Safety for 2012. My 5-year old son is very excited about all the holiday decorations. As we celebrate Christmas in my family, we emphasize the birth of baby Jesus as the reason for Christmas, but,…
- by John Yozallinas, CFSE
- Wednesday, December 07, 2011
- Certification
It Ought to be a Crime
There is no shortage of drivers who try to “beat the red light,” or roll through a stop sign. I see it every day (luckily BEFORE they hit my side door). Even though everyone knows, or should know the “rules of the road,” there are some folks who are…
- by Dr. William Goble, CFSE
- Thursday, November 17, 2011
- Functional Safety
NEVER Use B10 Values for PFDavg Calculations
The machine safety community has defined a number called the “B10 number.” It is a measure of time where 10% of a population of devices should have failed. Generally it is a measure of expected end of life or “useful life” as defined by the reliability engineering community.
The…
- by Dr. William Goble, CFSE
- Tuesday, November 15, 2011
- Functional Safety
Field Failure Rate: 10 FITS or 1000 FITS?
After analyzing field failure data from hundreds of data sets from dozens of sources, it is becoming easy to see why results from different studies may vary by an order of magnitude or more. The data collection process itself varies by an order of magnitude or more! A few…
- by Dr. Eric Scharpf, CFSE
- Tuesday, October 25, 2011
- Functional Safety
Do you believe the numbers?
In a couple of recent projects and discussions, I have come across something extremely concerning. Engineers are very good at performing accurate calculations, and the PFDavg and PFH computations for SIL performance verification are improving in precision all the time. Unfortunately, there is often such a focus…
- by Dr. William Goble, CFSE
- Thursday, October 13, 2011
- Functional Safety
Two Billion Hours
When I studied Reliability Engineering in graduate school, I was taught that failure rate data came from field failure studies. I assumed that operating companies always kept accurate records when a piece of equipment failed. I also assumed that someone would investigate the failures and assign a root cause.…
- by John Yozallinas, CFSE
- Thursday, September 22, 2011
- Functional Safety
Don’t ignore the operator when searching for root cause
Something was wrong with our washing machine. The wash cycle was longer than normal. The problem seemed intermittent at first, but then it became persistent across all wash cycles. Preliminary investigation revealed the cycle got stuck on spin. Now, I am normally not allowed to operate the washer with…
- by Hal Thomas, CFSE
- Tuesday, August 30, 2011
- Functional Safety
PHA to LOPA: Part II
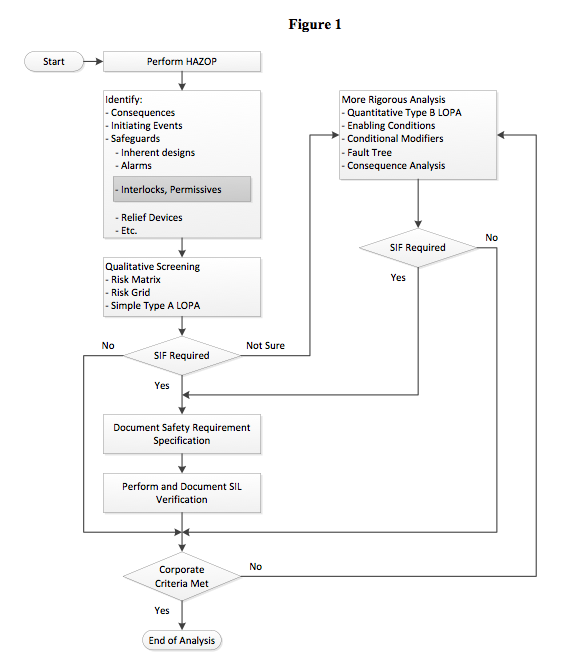
In some cases the screening methods will indicate that a SIF is needed. These screening methods can be designed to determine how many orders of magnitude risk reduction is needed, allowing a required SIL to be documented for a particular SIF. The screening…
- by Hal Thomas, CFSE
- Thursday, August 25, 2011
- Functional Safety
PHA to LOPA: Part I
Parts I and II of this article provide a framework for when it is appropriate to make the transition from qualitative analysis to more quantitative during the hazard review work process. It further illustrates that LOPA can be used as part of what is considered more qualitative analysis…
- by Michael Medoff , CFSE, CISA
- Wednesday, August 10, 2011
- Industrial Cybersecurity
Keeping “Dancing Monkeys” out of your PLC
Last week a security researcher, Dillon Beresford of NSS Labs, presented at the Blackhat conference on the security vulnerabilities he found in Siemens PLC firmware. One of many stories on Dillon’s findings can be found here. Among other things, Dillon found “dancing monkeys” in the code! Actually,…
- by Dr. William Goble, CFSE
- Thursday, August 04, 2011
- Certification
Not Perfect? Not Good
Over the years I have heard good ideas rejected. We have all done this and observed others doing the same. As far as safety equipment, I recall when the first safety certified pressure transmitter, the Moore 345, was released to the market. Several potential customers said “it doesn’t…
- by John Yozallinas, CFSE
- Tuesday, June 21, 2011
- Certification
How does CMMI help my safety assessment?
We have CMMI processes at CL3; does that help us get IEC 61508 certification for SIL 3?
Companies that deliver a product or service do so by following a sequence of processes. High quality deliverables are a result of high quality processes and continuous improvement in…
- by Dr. William Goble, CFSE
- Tuesday, June 07, 2011
- Certification
The Weakest Link
One of the objectives of new performance based standards like IEC 61508 is to allow performance metrics (like PFDavg for low demand systems) to identify the weak links in any proposed design. Obviously, it is not necessary to put effort into design and spend money on areas…
- by Michael Medoff , CFSE, CISA
- Wednesday, June 01, 2011
- Industrial Cybersecurity
Industrial automation is in the cross hairs of the hacker
As the details of STUXNET’s design unfolded last fall, like many, I was truly impressed by the pin-point precision that the malware authors used to ensure that their target, and only their target, was impacted by the virus. In this regard, STUXNET may be one of the…